Projektbeispiele, Best Practice



Energieeffizienzberatung für einen Automobilproduzenten
IST-Situation
Eine neue Lackieranlage hat einen sehr hohen Energieverbrauch, die Ursache ist unbekannt.
Durch die messtechnische Erfassung sollen die Lastgänge der Fertigungslinie erfasst und der Standby-Verbrauch ermittelt werden. Der Stromverbrauch sollte deutlich abgesenkt werden.
Vorgehensweise
- Planung der messtechnischen Erfassungspunkte
- Installation und Konfiguration verschiedener Messsysteme
- Analyse und Auswertung der Daten
- Empfehlung für die steuerungstechnische Optimierung
Ergebnis
Durch eine energieeffiziente Neu-Programmierung der Steuerung und Anpassung der Anlage wurde der Stromverbrauch um bis zu 30% reduziert.
Energieeffizienzberatung für Spezialmaschinenbau-Unternehmen

Das mittelständische Unternehmen mit 180 Mitarbeitern möchte seine Energiekosten von ca. 270.000 € pro Jahr senken. Dazu wurde INEKON ausgewählt, um Untersuchungen zur Optimierung der Energiekosten vorzunehmen.
IST-Situation
Das Unternehmen besitzt eine veraltete Energieinfrastruktur.
Das Ergebnis der Beratung hat zu Folge, dass die Beleuchtung in den Hallen, die Heizungssteuerung optimiert und das Druckluftsystem saniert wurde. Weiterhin kann die Abwärme der Kompressoren in den Hallen durch eine Abwärmenutzung und eine geeignete Luftführung genutzt werden und reduziert damit die Heizenergie-Kosten.

Maßnahmen
- Beleuchtung: Erneuerung der Hallenbeleuchtung
- Heizung: Umstellung der Heizung auf Flüssiggas, Optimierung der Heizungssteuerung
- Druckluft: Reduktion der Standby-Laufzeit, Nutzung der Abwärme
Ergebnis:
| Energieeinsparung | 350.000 kWh/Jahr |
| Reduktion der Energiekosten | 36.000 €/Jahr |
| Beleuchtung | 55.000 kWh/Jahr; 16.000 €/Jahr |
| Heizung | 190.000 kWh/Jahr; 16.000 €/Jahr |
| Druckluft | 67.000 kWh/Jahr; 4.0000 €/Jahr |
Förderungen reduzieren die Investitionskosten, z.B. über KfW-Förderprogramme
Energieeffizienzberatung für eine Hammerschmiede
Um die Energiekosten von über 420.000 Euro pro Jahr - mit steigender Tendenz - zu senken, ließ das Unternehmen mit rund 30 Mitarbeitern eine umfassende Energieeffizienzberatung ausführen.
IST-Situation
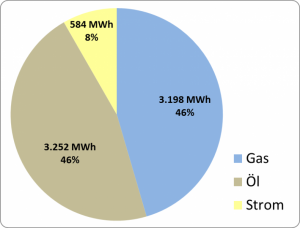
Die Hammerschmiede hat hohe Energiekosten aufgrund alter, ineffizienter ölbetriebenen Schmiedeöfen. In den Schmiedeöfen werden die Werkstücke auf ca. 1200°C erhitzt bei jährlichen Betriebszeiten von ca. 3000 Stunden. Die Abwärme aus den Öfen wird bisher nicht genutzt.
Das Ergebnis der Beratung zeigt, dass durch Ersatz der alten Schmiedeöfen rund 30% der gesamten Energiekosten eingespart werden können.
Weiterhin kann die Abwärme in der bestehenden Hammerschmiede und für die benachbarte Firmenhalle eingesetzt werden. Hieraus entstehen weitere Einsparungen und zusätzliche Einnahmen für den Betrieb.
Maßnahmen
- Ersatz der vier Öl-Öfen durch Gas-Öfen
- Wärmerückgewinnung der Abwärme
- Zusätzlicher Wärmeverkauf an benachbartes Unternehmen
Ergebnis (gerundete Werte):
| Energieeinsparung | 900.000 kWh/Jahr |
| prozentuale Energieeinsparung | 30% |
| CO2 - Reduktion | 380 Tonnen/Jahr |
| Reduktion der Energiekosten | 110.000 €/Jahr |
| Einnahmen Wärmeverkauf | 30.000 €/Jahr |
| Investitionskosten | 515.000 €* |
| Amortisationszeit | 3-4 Jahre |
| Nutzungsdauer | min. 12 Jahre |
*Förderung reduziert die Investitionskosten, z.B. über KfW-Förderprogramme

Energieeffizienzoptimierung bei der Herstellung von Pulverkaffee
IST-Situation
Die heiße Abluft aus der Sprühtrocknungs-Anlage entweicht ungenutzt an die Umgebung.
Zunächst wurden in allen relevanten Stromkreise die Wirk- und die Scheinleistung gemessen. In diesen Zeitreihen werden die Betriebszustände der verschiedenen Verbraucher sichtbar.
Aufgabenstellung
Modifikation des Prokuktionsprozesses damit die Abwärme aus der Abluft genutzt werden kann.
Vorgehensweise
- Untersuchung verschiedener Wärmeübertrager auf ihre Eignung und Wirtschaftlichkeit für die Abluft-Abwärmenutzung. Die Abluft ist mit Kaffeepulver beladen, das zu einer Verkrustung des Wärmetauschers führt.
- Planung einer modifizierter Anlage mit einem geeignetem Wärmetauscher.
Ergebnis
Durch den Umbau der Trocknungsanlage kann der Gasverbrauch um ca. 25% reduziert werden.



Energieeffizienzoptimierung für ein Kieswerk
Um die Energiekosten von ca. 500.000 Euro pro Jahr - mit steigender Tendenz - zu senken, ließ das Unternehmen eine umfassende Energieeffizienzberatung ausführen.
IST-Situation
Das Kieswerk hat hohe Stromkosten und möchte eine Übersicht über mögliche Einsparpotenziale ermitteln. Stetig steigende Stromkosten und steigende Treibstoffkosten für die Fahrzeuge im Bergbau machen dem Betrieb zu schaffen.

Maßnahmen
- Reduktion der Lastspitzen
- Verringerung der Druckluft-Leckagen
- Ersatz des Kältetrockners
- Nutzung der Abwärme von Kompressor
- Energieeffizienter Antrieb für Entstaubung
- Reduktion der Leistung/Einschaltzeiten der elektrischen Begleitheizung
Ergebnis Einsparung (gerundete Werte)
Es gibt zahlreiche Einsparmöglichkeiten, von Effizienzmaßnahmen bis hin zur Neuverhandlung der Stromlieferverträge aufgrund einer geänderten elektrischen Spitzenlast:
| neuer Druckluft-Kältetrockner | 150 €/Jahr, 3-4 Jahre Amortisationszeit |
| Reduktion Druckluft-Leckagen | 2000 €/Jahr |
| Spitzenlast Reduktion | 2500 €/Jahr |
Medizintechnik-Unternehmen:
Energiemanagement und kontinuierliche energetische Optimierung
Das mittelständische Unternehmen mit mehr als 320 Mitarbeitern möchte ein Energiemanagementsystem einführen und die Energieeffizienz steigern. Ziel ist die Energiekosten von ca. 360.000 € pro Jahr nachhaltig zu senken. Dazu wurde INEKON ausgewählt, um einen Energiemanagementbeauftragten für das Unternehmen bereit zu stellen und ein Energiemanagementsystem nach ISO 50001 einzuführen.
IST-Situation
Das Unternehmen besitzt eine teilweise veraltete Energieinfrastruktur und muss aufgrund der Spitzenausgleich-Effizienzsystemverordnung (SpaEfV) ein Energiemanagementsystem nach ISO 50001 einführen um weiterhin den Spitzenausgleich für Energie- und Stromsteuer wahrnehmen zu können.
Der INEKON Energiebeauftragte hat die Aufgabe, das Energiemanagementsystem nach ISO 50001 einzuführen und Effizienzpotenziale zu ermitteln und zu heben.
Maßnahmen
- Einführung einer Energiedatenerfassung
- Beleuchtung: Erneuerung der Hallenbeleuchtung
- Optimierung der Lüftung für Reinräume
- Druckluft: Reduktion der Standby-Laufzeit, Leckage-Reduktion
Energieeffizienzoptimierung eines Firmenrechenzentrums
IST-Situation
Für den Betrieb des Rechenzentrums werden pro Jahr ca. 350 MWh Strom benötigt mit Kosten in Höhe von ca. 45.000 €.
Zunächst wurden in allen relevanten Stromkreise die Wirk- und die Scheinleistung gemessen. In diesen Zeitreihen werden die Betriebszustände der verschiedenen Verbraucher sichtbar.
Vorgehensweise
- Erfassung der Verbraucher
- Messung der Kälteanlage und der Server
- Analyse der Luftführung
- Empfehlung für die Optimierung
Daraus wurde die PUE-Kennzahl (Power Usage Effectivness) berechnet. Mit einem Wert von ca. 2 war dieser PUE-Wert schlecht.

Ergebnis
Folgende Maßnahmen wurden vorgeschlagen:
- Optimierung der Strömungsführung der kalten und warmen Luftströme
- Verbesserte Anordnung der Serverrack-Aufstellung
- Verbesserung des Teillastwirkungsgrades der Klimaanlage
- Austausch der Verflüssiger
- Optimierung der Raumlufttemperatur
Bei Umsetzung aller Maßnahmen können bis zu 30% der Stromkosten eingespart werden. Ein Großteil der Maßnahmen wurde umgesetzt und mit einer Verifizierungsmessung die Einsparung überprüft.